Products
- Resin Bond Diamond Wheels (19)
- 1A1 Diamond Wheels (9)
- CBN Sharpening Wheel (14)
- Centerless Grinding Wheels (4)
- 1A1R Diamond Wheels (5)
- Electroplated Diamond Wheels (7)
- Electroplated Diamond Tools (7)
- Metal Bond Grinding Wheels (14)
- PCBN Tools (8)
- CNC Grinding Wheels (4)
- Vitrified Bond Wheels (7)
- Diamond Dressing Tools (7)
Contact Us
Add:super hard materials industry park,zhengzhou high technology and develop area,zhengzhou ,henan,China
Tel:+86371-67129055 Mr Li: 15003895611
Fax:+86371-67129055
Email:shineabrasives@vip.163.com
Tel:+86371-67129055 Mr Li: 15003895611
Fax:+86371-67129055
Email:shineabrasives@vip.163.com

News
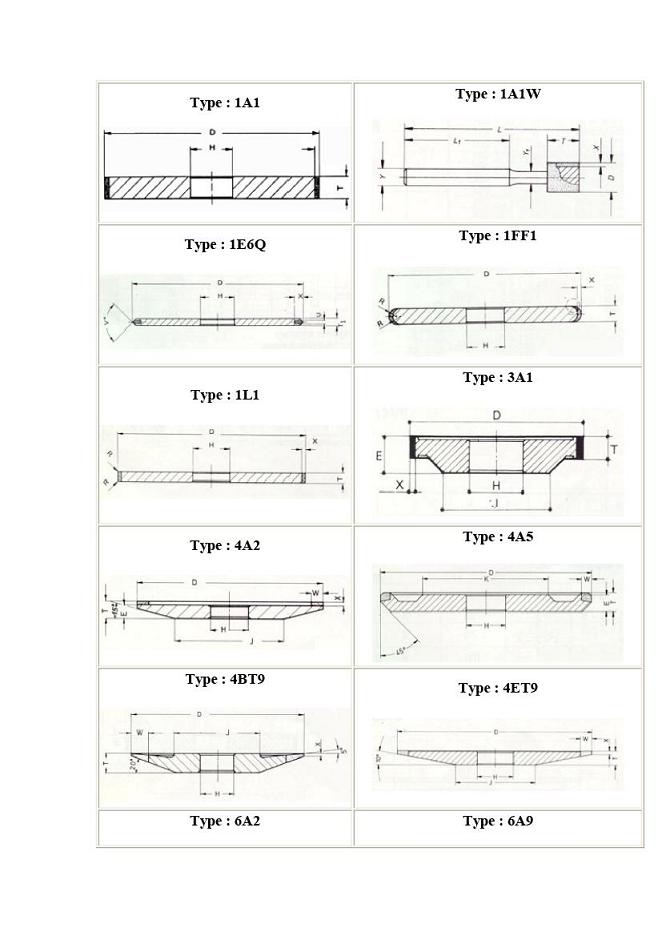
Standard drawing of resin bond wheels-01
Zhengzhou Shine Abrasives CO.,LTD Time:2011/5/15
Previous:Resin bond wheels spec